AMPLIFICATEUR UHF DE PUISSANCE GI7b
par
popularité : 2%

Pour se faire la main sur les montages UHF demi -onde, voici un PA UHF avec une triode russe GI 7B.
L’article porte essentiellement sur la description de solutions accessibles à tous, réalisables avec un outillage simple et des matériaux courants. (J’ai repris en grande partie les éléments de ma description antérieure d’un PA 144 MHz paru dans CJ 99 en y incorporant quelques nouvelles idées)
Attention, vu la HAUTE TENSION utilisée cette description ne s’adressent qu’aux OM expérimentés et très prudents
Choix du type de montage
Les amplificateurs à triode, montage grille à la masse sont à la fois plus simples et plus fiables. J’ai choisi le tube russe GI 7B, à la fois pour des raisons de disponibilité et de prix du tube, mais aussi car le tube peut être alimenté directement avec les 25 W d’un transceiveur pour sortir 350 à 400 W HF.
Description de l’ampli UHF
L’alimentation haute tension Le tube GI7 fonctionne sous 2200 V,. Le courant anodique est de l’ordre de 400 mA . L’alimentation sans être très simple est réalisable sans trop de problèmes d’isolement (attention cependant danger mortel d’électrocution). Reportez vous aux articles de F1MZN (CJ 93) et F5MSL (CJ 97), tout est décrit
Avant de vous lancer dans la construction de l’ampli, réalisez l’alimentation haute tension, c’est la partie la plus délicate . Et n’oubliez pas que si vous mettez la main sur la HT vous êtes mort.
Schéma de principe Il s’agit d’un montage classique de triode en grille à la masse. Mais contrairement à la plupart des amplis VHF qui utilisent des lignes quart d ‘onde, les circuits d’entrée et de sortie utilisés en UHF sont des circuits demi - onde raccourcis côté tube par respectivement la capacité cathode -grille et anode - grille et à l’autre extrémité des lignes par les condensateurs d’accord et de couplage.
Pour le circuit demi - onde de sortie, réalisé en tôle de laiton, j’ai calculé la ligne d’anode à partir de l’article de F5MSL de CJ 97, en considérant qu’il s’agissait de deux lignes quart d’onde bout à bout, l’une raccourcie par la capacité anode - grille du tube et l’autre par les capacités d’accord et de couplage. Avec la feuille de calcul excel de F5MSL, j’ai choisi une impédance compatible avec les dimensions imposées par le tube et qui conduise pour chaque quart d’onde à un coefficient de surtension dans la bonne fourchette. L’alimentation HT est effectuée au point de raccordement des deux quarts d’onde.
Pour le circuit d’entrée j’avais fait le même calcul, mais comme ça ne tenait pas dans la boîte, j’ai réalisé un peu au hasard une ligne demi - onde dont j’ai déterminé empiriquement la longueur ainsi que le point d’attaque.
la boîte Le coffret est constitué de panneaux en tôle d’aluminium de 2 mm d’épaisseur, assemblés par profilés d’aluminium, rivets pop et vis parker (pour le fond et le couvercle).
Pour la tôle d’aluminium ou de dural, on peut récupérer des vieux panneaux de signalisation routière réformés mais aussi le fond d’antennes panneaux de relais GSM. Il y a bien déjà quelques trous mais la matière est facile à travailler
Même en disposant d’une plieuse professionnelle, il n’est pas facile d’obtenir des assemblages parfaits ; aussi je vous conseille vivement d’assembler les angles des panneaux avec des profilés d’aluminium de section carré ou rectangulaire de 10 à 15 mm, en plaçant le profilé à l’extérieur du boîtier, ça nuit un peu à l’esthétique, mais cela facilite beaucoup le montage des éléments à l’intérieur de la cavité.
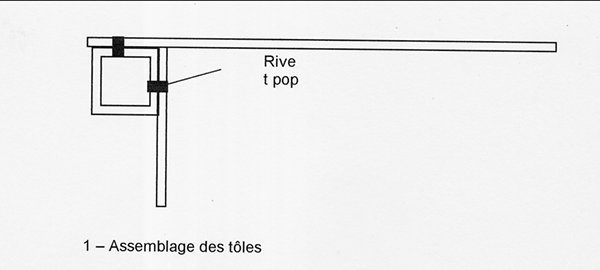
Un conseil pratique : assemblez en définitif avec des rivets pop les profilés, mais dans un premier temps assemblez les façades en provisoire avec de vis parker : ça sera plus facile de démonter un panneau pour percer un trou oublié.
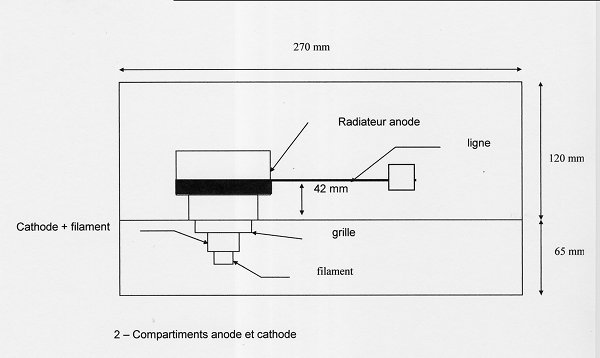
La boîte comporte deux compartiments, le compartiment supérieur qui sera la cavité de l’anode et le compartiment inférieur pour le circuit d’accord de la cathode, le transfo de chauffage et le circuit de polarisation.
Le tube est fixé sur la cloison séparatrice
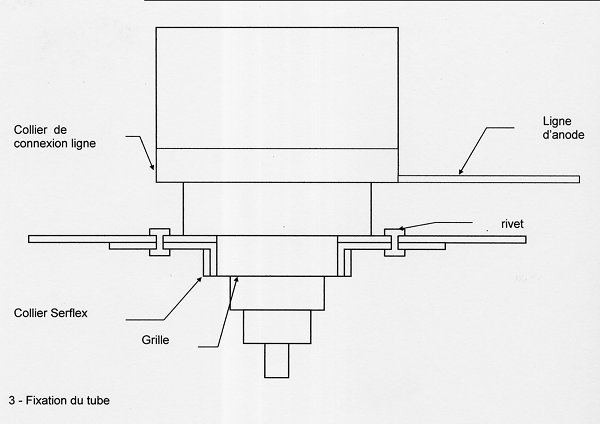
Fixation du tube Réalisez un trou 35 mm dans la cloison séparatrice anode - cathode. Pour faire le trou on peut utiliser une scie sauteuse avec lame bois et terminer à la lime, ou mieux un emporte pièce. Réaliser une collerette en tôle d’aluminium de 1 mm qui sera fixée coté cathode par 6 rivets pop ; un collier Serflex serrera la collerette sur la bague grille du tube
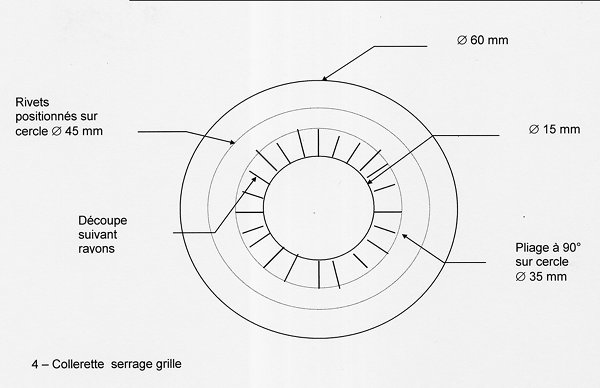
Pour réaliser la collerette, découper dans de la tôle aluminium de 1 mm un disque de 60 mm, avec un trou 15 mm au centre. Marquer le cercle concentrique 35mm . Réaliser une série de découpes espacées d’environ 5 à 10 mm en suivant un rayon entre les cercles 15mm et 35 mm . Les languettes obtenues seront pliées à angle droit. Pour parfaire la forme de la collerette l’emboîter sur un tube acier 35mm et taper avec un petit marteau pour avoir un pliage nette suivant le cercle 35 mm.
Autour de la collerette rivetée sur la cloison anode - cathode en face du trou 35 mm, un collier Serflex viendra serrer la collerette sur la bague grille du tube.
Cavité d’anode
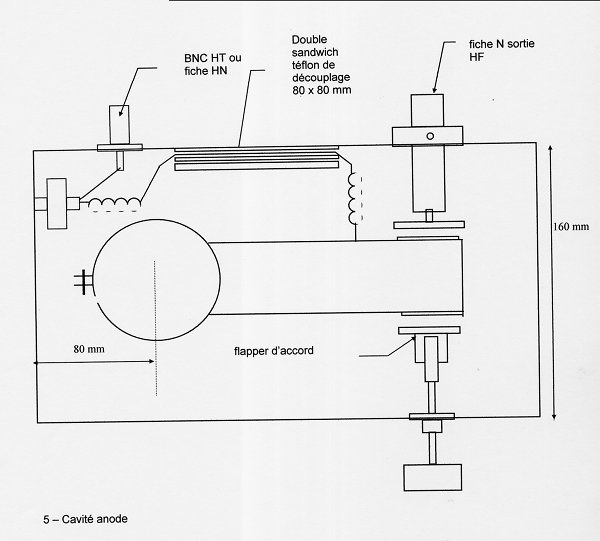
Capacité d’accord Celle - ci est réalisée par un flapper, constitué d’un carré de tôle de laiton 35 x 35 mm, de 2 mm d’épaisseur relié à la masse par une lame de métal élastique genre bronze - bérilyum.
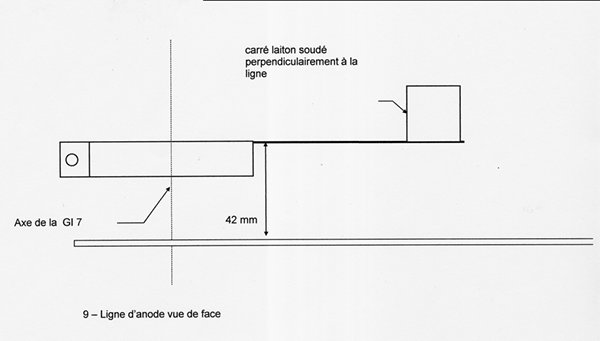
Sur la ligne d’anode on soudera une platine de laiton de même taille que le flapper et qui constituera le 2ème plan de la capacité d’accord de la ligne d’anode.
Avec une tige filetée Ø6 mm, munie d’un embout en téflon, on rapproche plus ou moins ce flapper de la platine en laiton fixé sur le radiateur d’anode, et on fait varier la capacité entre ligne d’anode et masse.
Un boulon laiton M 8 est fixé sur le châssis. Ce boulon est percé en son axe et taraudé à M4. La tige filetée qui pousse le flapper est. vissée dans ce trou taraudé. Il est indispensable d’ajouter côté extérieur du châssis un contre écrou papillon, afin de bloquer la tige filetée après réglage de l’accord plaque.
On peut aussi remplacer le boulon M8 par un écrou soudé sur un morceau de verre époxy lui - même riveté sur la face avant du coffret. En utilisant un écrou nilstop, on a moins de jeu de la tige filetée.
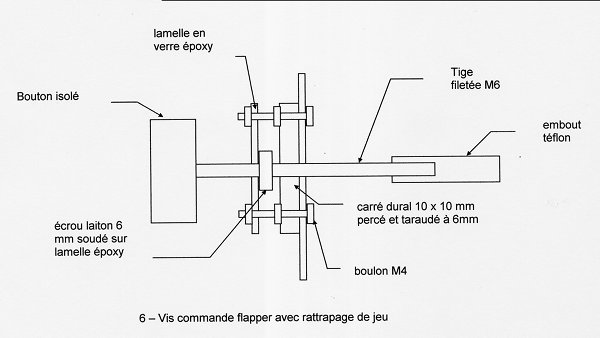
Un autre montage avec système rattrapage de jeu est décrit sur le schéma suivant :
Capacité de couplage Elle est réalisée sur le même principe que la capacité d’accord : disque laiton 35 mm, mais cette fois reliée à la fiche N de sortie par une ligne coaxiale rigide en tube de cuivre 16/14 mm.
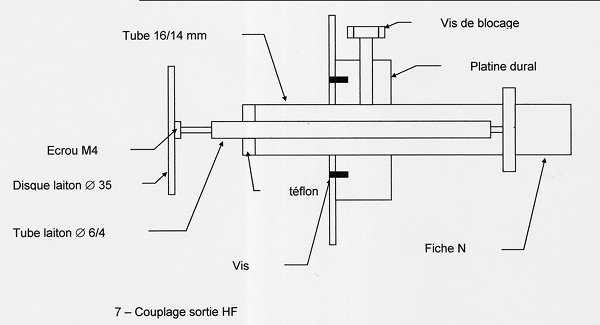
La ligne coaxiale est constituée d’un morceau de tube de cuivre écroui de plomberie 16/14 mm soudé à l’étain sur la masse d’une fiche N châssis. L’âme est constitué d’un morceau de tube laiton 6 mm soudé d’un côté sur la fiche N et dépassant de l’autre côté d’environ 1 cm. Le centrage de l’âme de cette extrémité de ligne est réalisé avec une morceau de téflon.
Le disque laiton est percé et taraudé en son centre à M4. Un morceau de tige fileté est vissé sur le disque avec un contre écrou laiton destiné surtout à rendre la tige filetée bien perpendiculaire au disque. L’ensemble tige filetée, disque , contre écrou une fois assemblé est soudé à l’étain ;
Ensuite la tige filetée est glissée dans l’extrémité de l’âme de la ligne coaxiale, puis soudée à l’étain après montage de la ligne 16/14 munie de sa fiche N à travers la façade arrière du coffret.
Sur la ligne d’anode on soudera un carré de laiton 40 x 40 mm qui constituera la 2 ème armature de la capacité de couplage
Le réglage du couplage s’obtient en faisant coulisser l’ensemble dans un morceau de dural de 2 cm d’épaisseur percé à 16 mm et fixé sur le châssis. Une vis assure le bocage et le bon contact à la masse.
On peut remplacer la platine dural par du tube de cuivre 18/16 mm soudée sur un carré de tôle de laiton de 2 mm. Après avoir réalisé 4 traits de scie sur le tube de cuivre parallèlement à l’axe du tube, un collier serflex permet d’obtenir un coulissement « gras » de la ligne.
A noter qu’on peut changer les diamètres des différents tubes pourvu que la ligne fasse toujours environ 50 (rapport des diamètres de 2.3 )
Ligne d’anode
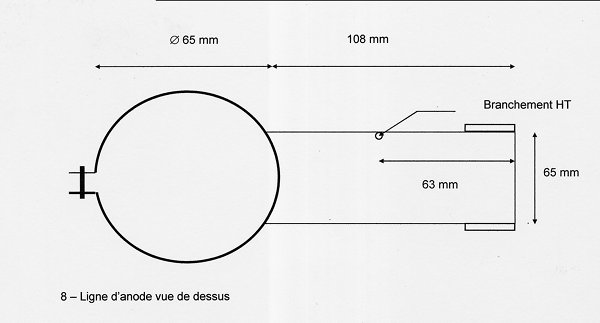
La ligne d’anode, en tôle de laiton de 1 mm, est brasée avec de la soudure à l’argent sur un collier réalisé avec une bande de laiton de 1 cm de largeur et de 0.5 mm d’épaisseur, qui ceint la base du radiateur d’anode. On pourrait souder à l’étain, mais la résistance mécanique n’est à mon avis pas suffisante.
Ce type de brasure à environ 600 °, est assez facile à réaliser avec une lampe à souder. Si vous n’y arrivez vraiment pas, demander à votre chauffagiste de vous aider.
Le serrage du collier sur l’anode est réalisé avec une vis à tête BTR, plus facile à tourner avec un clef alen qu’avec un tournevis quand on n’a pas beaucoup de place.
Sur la ligne d’anode, à l’extrémité opposée à l’anode sont soudées les deux carrés de laiton, parallèles aux disques des capacités d’accord et de couplage. Une feuille d’isolant téflon de 0,5 mm d’épaisseur, est fixée sur les angles des plaques avec des vis de 2,5 mm, cela afin d’éviter le contact des disques avec la haute tension. On s’assurera aussi que les disques en bout de course ne touchent pas la HT.
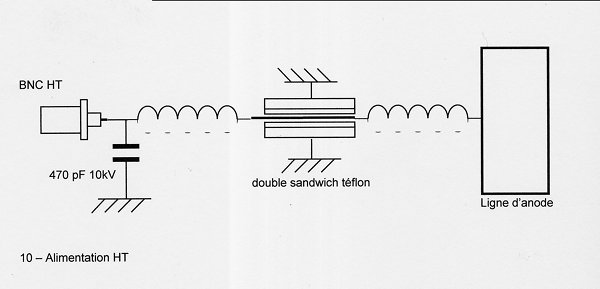
Alimentation HT La haute tension pénètre dans la cavité d’anode par un fiche BNC HT châssis femelle. Deux selfs de choc réalisées avec 50 cm de fil de cuivre 1,5 mm, bobinées sur air ( intérieur 8 mm) en spires non jointives , un condensateur assiette ( 10 kV, 1nF ou plus) et un condendateur type « double sandwich téflon » assurent le découplage .
Pour obtenir des selfs bien régulières, bobiner le fil de cuivre à spires jointives sur une queue d’un foret (tous les diamètres sont disponibles) ; ensuite passer la queue d’un foret de 1.5 mm par exemple entre les spires pour obtenir un écartement régulier.
Le « double sandwich téflon » est réalisé contre la face arrière du coffret et est constitué de la tôle alu 2mm du coffret, une feuille téflon 0,5 mm, une tôle de cuivre ou laiton 0.5 mm, une feuille téflon 0,5 mm, et une tôle alu 2 mm. Les tôles alu et les feuilles téflon sont plus hautes que la tôle cuivre, ce qui permet de serrer le sandwich par des vis situées dans cette surlargeur sans avoir à traverser la tôle de cuivre. Dans les sandwiches téflon, les vis de traversée sont souvent à l’origine des problèmes d’isolement.
L’alimentation haute tension s’effectue sur le point froid ( au même potentiel HF que la masse) ce qui limite les problèmes de découplage de l’alimentation HT.
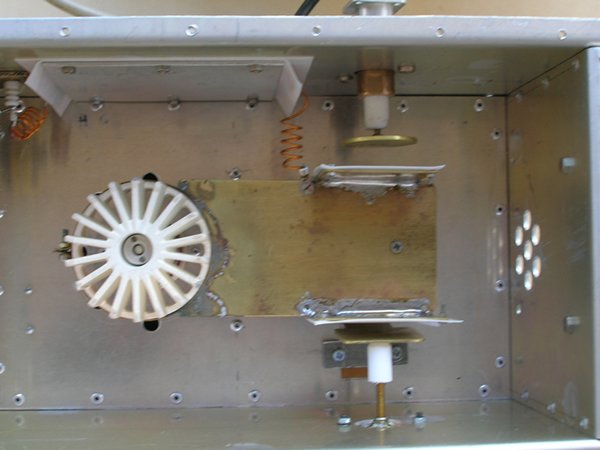
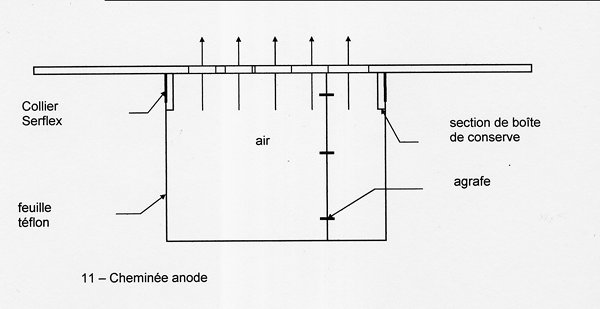
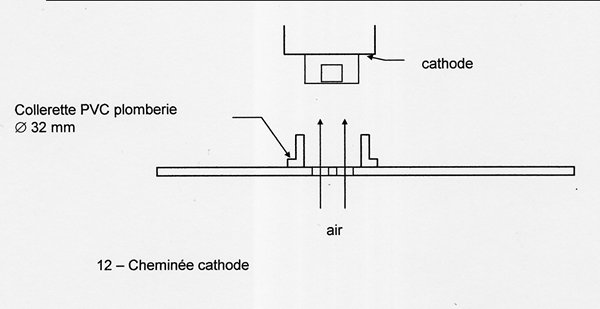
Refroidissement du tube Le tube est refroidi par circulation forcée d’air dans le radiateur d’anode. Pour cela l’air aspiré par une turbine extérieure, traverse le radiateur et sort par une cheminée téflon 65 mm à travers le couvercle supérieur percé de trous 10 mm très rapprochés.
La cheminée est constituée d’un feuille de téflon 0,5 mm enroulée en forme de tube 65mm et maintenue enroulée par trois agrafes. la cheminée s’emboîte sur le radiateur d’anode et est fixée au couvercle de la cavité comme suit : dans une boîte de conserve de 65 mm de diamètre, découper une rondelle de 15 mm, la fixer perpendiculairement au couvercle avec de la colle ou la souder avec de la brasure spéciale aluminium, emboîter le tube téflon sur la section de boîte de conserve et maintenir en place par un collier Serflex.
Antérieurement j’avais utilisé une rondelle découpée dans un tube de PVC, mais le PVC supporte très mal la HF
Les entrées d’air de refroidissement sont obtenues par 6 trous 10 mm sur le côté de la cavité d’anode et par 6 autres trous 10 mm réalisés dans la cloison de séparation cathode anode autour du tube.
Pour le refroidissement de la cathode, percer six trous 10 mm dans le couvercle inférieur du compartiment cathode en face de la cathode et fixer une collerette PVC de plomberie pour canaliser vers la cathode l’air qui rentre dans le compartiment
Circuit d’entrée Pour le circuit d’entrée j’utilise le schéma suivant :
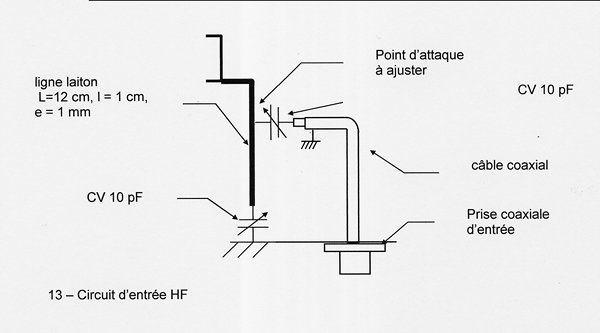
Les condensateurs de 10 pF sont de type Airtronic Ø 8mm.
Réglages des circuits Même en suivant scrupuleusement une description, il est rare que l’accord du circuit d’entrée fonctionne du premier coup. Voici comment je procède pour les réglages :
-* ne connecter que le circuit demi - onde de cathode (ligne + CV 10 pF).
-* avec un analyseur d’antenne utilisé en grid - dip ou un analyseur de spectre vérifier que le circuit série s’accorde bien sur 432 MHz ( tube froid, non alimenté) ; si nécessaire revoir la longueur de la ligne pour obtenir un accord avec le CV à peu près à mi - course.
-* ensuite brancher le CV d’entrée (extrémité du câble coaxial), avec le point d’attaque vers le milieu de la ligne
-* faire chauffer le tube suffisamment longtemps surtout s’il est neuf, en le ventilant
-* mettre une charge 500 W en sortie d’ampli
-* appliquer la haute tension (ATTENTION DANGER MORTEL) avec une résistance de 10 k entre cathode et masse, le circuit de polarisation n’étant pas en service
-* s’assurer que tout va bien ( pas d’amorçage)
-* laisser dégazer le tube un « certain temps »
-* supprimer la résistance et mettre en service le circuit de polarisation
-* régler le courant de repos entre 40 et 80mA.
-* appliquer quelques watts à l’entrée et régler les deux CV du circuit d’entrée pour un minimum de ROS (moins de 1,2)
-* si le ROS ne descend pas suffisamment, changer le point d’attaque sur la ligne ; si ça empire revenez en arrière.
Les réglages du circuit d’entrée se font obligatoirement avec le tube polarisé ; avec un tube non alimenté, même chauffé les réglages ne sont pas les bons.
Le réglage du circuit de sortie se fait dans un premier temps avec un couplage de sortie faible et au maximum de puissance de sortie. Augmenter le couplage progressivement en reprenant l’accord pour un maximum de puissance de sortie. Chercher la position de couplage qui donnera le meilleur rendement (celui - ci dépend en partie de la puissance d’excitation)
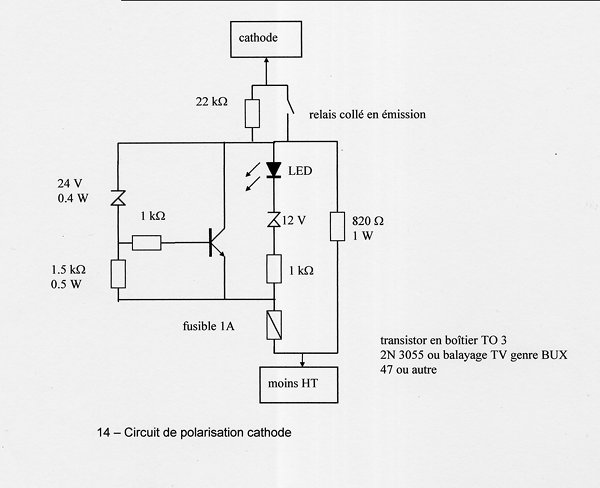
Circuit de polarisation de cathode Ayant eu quelques déboires sur d’autres amplis avec le circuit de polarisation, j’ai adopté finalement une montage largement inspiré du handbook de l’ARRL.
Pour environ 24V de tension grille - cathode, le courant de repos est de 80 mA (variable en fonction de la tension de plaque et de l’âge du tube)
Chauffage du tube La tension de chauffage du tube ( 12 V) est obtenue par un petit transformateur torique 50 VA. Un ampèremètre en série permet de contrôler que le chauffage fonctionne bien. Pour réduire un peu les chocs thermiques à la mise sous tension, une diode 15 A en série avec le chauffage réduit le courant efficace de moitié ; après un dizaine de secondes cette diode est court - circuitée par un interrupteur.
Ergonomie Pour plus de commodité j’ai placé en façade - avant les commandes et indicateurs auxquels on a besoin d’accéder facilement :
-* accord plaque
-* accord cathode
-* fusible
-* ampèremètre courant de chauffage
-* led indiquant commutation émission

Sur la face arrière les connexions :
-* fiche BNC entrée HF
-* fiche N sortie HF
-* fiche BNC HT ( alimentation)
-* fiche SO 239 (moins alimentation et masse)
-* fiche cinch commutation émission
-* cordon secteur pour turbine et chauffage*

Performances En excitant l’ampli avec 25 W on obtient 350 à 400 W HF sous 2200 V de tension de plaque avec un courant anodique d’environ 400 mA ;
J’ai rapidement mesuré la puissance de sortie en fonction de la puissance d’entrée : on obtient une belle droite mais qui ne passe pas par l’origine (normal, on n’est pas en classe A) ;
Avec 25 W d’excitation, on ne sature pas du tout et il n’y a pas de courant de grille. Je n’ai pas pris le temps de voir où se situait le point de compression.
Conclusions Ce montage bien que très simple, nécessite une extrême prudence : DANGER DE MORT. Avec des tensions de cet ordre la moindre erreur peut être fatale,
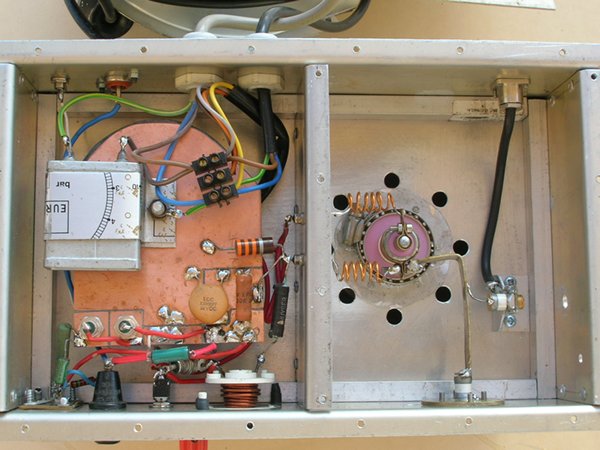
Pour ce qui manque dans cette description reportez - vous aux photos ou écrivez - moi :
Documents joints
-

- PDF - 368.7 ko